
전통주의 명품화를 위하여(35)
1.3 스카치 위스키 및 곡물 정의 증류 기본원리 및 부산물
김주수(양조설비전문발명가․브루앤드디스틸시스템 대표)
1.3.1 증류의 원리

증류는 다음과 같이 정의할 수 있습니다.
‘증류기에서 용액 상태의 물질을 가열하여 증기로 만들고, 콘덴서의 차가운 온도에서 응축시켜 다시 액체 상태로 만드는 과정’이라 고 말할 수 있습니다.
증류를 통한 물질과 물질의 분리는 액체 상태의 여러 화합물 중 일부는 혼합되어 있는 다른 화합물보다 더 낮은 온도 혹은 높은 온도에서 기화하기 때문에 가능합니다. 여러 화합물이 혼합된 경우, 증기를 증류기에서 기화시켜 이를 다시 응축하여 각 화합물을 분리하여 회수할 수 있습니다. 증류 과정에서 워시의 주요 성분은 물(물의 끓는점 100℃)과 에틸알코올(순수 에탄올의 끓는점은 78.15℃)입니다. 알코올은 물보다 더 낮은온도에서 쉽게 기화합니다. 따라서, 워시에서 에탄올을 거의 모두 빼올수 있고 물도 일부 기화하여 가져올 수 있지만, 대부분의 물은 사용 후 남은 워시에 남게 됩니다.
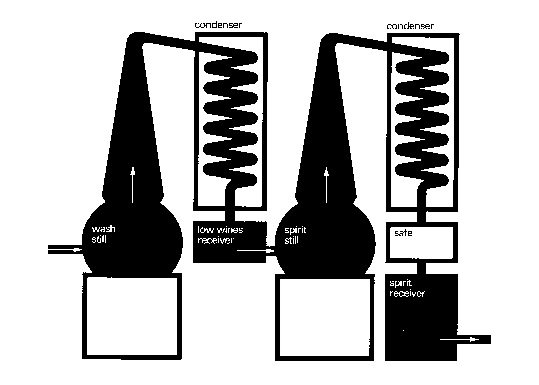
1.3.2 스카치 몰트 위스키의 단식(Batch) 증류
몰트 위스키 증류소에서는 단식으로 2번 또는 경우에 따라 3번 걸쳐 증류공정을 거칩니다.
단식 구리 증류기에는 워시 스틸과 스피릿 스틸 두 종류가 있습니다.
워시 스틸에는 알코올 함량이 약 7~8%인 워시를 넣고 가열합니다. 알코올은 물보다 끓는점이 낮기 때문에 먼저 증발하고 물은 대부분 남게 됩니다. 응축된, 알코올은 로우와인(Low wine) 탱크에 받습니다. 로우 와인은 알코올 도수가 약 21% 정도이며 워시의 알콜도수에 따라 다르게 나옵니다..
스피릿 스틸에는 로우와인(21%)을 넣고 다시 가열합니다. 존재하는 화합물들은 끓는온도의 순서대로 증발하며, 증류가 진행됨에 따라 증류되는 혼합물의 성분이 변화합니다. 초기 증류액(foreshot)은 받아서 워시에 넣고 향후에 다시 증류하여 재활용됩니다. 중간 증류액, 즉 Heart(Spirit)는 스피릿 탱크에 모이고, 후기 증류액(Feint)은 워시에 넣고 다시증류하여 재활용됩니다. 알코올 함량이 약 70%인 이 증류액은 물로 희석하여 알코올 함량을 약 63~63.5%로 맞춘 후, 최소 3년 동안 숙성시키기 위해 오크통에 저장합니다. 3년이 되기 전까지는 플레인 브리티시 스피릿(PBS)이라고 이야기 합니다. 3년이 지나면 스카치 위스키라고 이야기 할 수 있습니다.
지금까지 증류 과정은 알코올과 물(그리고 비휘발성 고형물)의 두 가지 성분 혼합물로만 설명되어 왔습니다. 하지만 실제로는 훨씬 더 복잡하게 여러가지 성분이 혼합되어 있습니다. 증류
기에 투입되는 워시에는 다양한 물질이 존재합니다. 이러한 물질들은 개별적으로 또는 복합적으로 향을 내며, 최종 제품의 풍미에 중요한 영향을 미칩니다. 이 여러가지물질들은 휘발성이 각기 다르기 때문에 증류 과정에서의 움직임은 복잡합니다. 더욱 복잡한 것은 화학 반응이 일어나 일부 동과 결합하는 물질이 동과 결합하여 넘어가지 못하고 다른 물질이 생성된다는 점입니다.
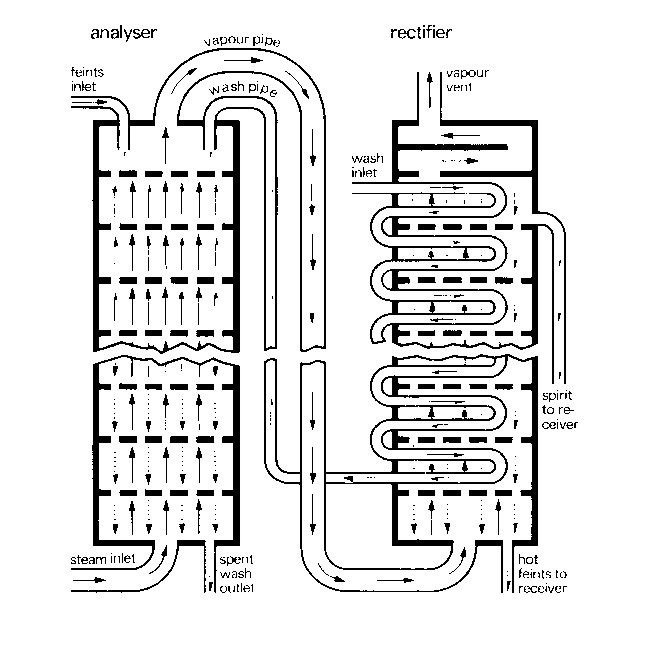
1.3.3 스카치 그레인 위스키의 (연속) 증류
곡물 증류소에서는 높은 증류탑을 사용하는 연속 증류 시스템이 표준입니다. 원액은 증류탑 상단에 투입되어 중력에 의해서 아래로 흐릅니다. 증기는 증류탑 하단에 투입되고, 증기가 원액과 만나면서 알콜을 포함한 휘발성 화합물은 증류탑 내 일정 위치에서 증발합니다. 알코올과 끓는점이 매우 유사한 다른 화합물, 즉 곡물 원액은 분리되어 증류되어 이시스템에서는 증류탑에서 약 90%의 알코올 도수를 얻게됩니다. 이 원액은 물과 혼합하여 약 63~63.5%의 알코올 도수로 희석한 후, 몰트 위스키와 마찬가지로 최소 3년 이상 숙성시키기 위해 오크통에 담습니다.
연속 증류기의 한 종류로는 코피(Coffey) 증류기가 있습니다.
1.3.4 그레인 뉴 스피릿(Grain New Spirt)의 증류
GNS는 해당 제품만을 생산하는 증류소에서만 생산될 수 있습니다. GNS는 스코틀랜드의 스카치 위스키 그레인 증류소에서도 많이 생산됩니다. GNS 생산 및 제품 흐름을 위스키 그레인 스피릿 생산 공정과 완전히 분리하는 것이 매우 중요합니다. 이는 그레인 스피릿(Grain Sprit)은 스카치 위스키 정의에 따른 조건에서 생산되는 반면, GNS는 그렇지 않기 때문입니다. 위스키 그레인 스피릿에 GNS가 아주 조금이라도 들어가게 되면 최소 3년 숙성되었다고 하더라도 스카치 위스키(Scotch Whyskey)라고 부를 수 없습니다.
1.3.5 증류소 생산 부산물
두 종류의 증류소에서 나오는 곡물 찌꺼기와 증류 잔여물은 동물 사료 제조에 사용됩니다. 이들은 자연적 물질이며 수요가 높습니다.
1.3.6 건강 및 안전
맥아 제조, 증류 및 부산물 생산 공장에는 폭발을 일으킬 수 있는 곡물 분진부터 인화성 액체인 알코올에 이르기까지 다양한 건강 및 안전 위험 요소가 존재합니다. 따라서 항상 적절한 예방 조치를 취해야 합니다.
그림2, 연속증류기
1.4 곡물 기반 증류주의 품질 및 오염 관련 측면
1.4.1 스카치 위스키, 뉴 메이크 스피릿(NMS), 진, 보드카 종류 및 관능 평가
각각의 스카치 몰트 위스키는 알파벳 순으로 캠벨타운, 하이랜드, 아일레이, 로우랜드, 스페이사이드의 다섯 가지 주요 유형으로 분류되며, 각 유형은 고유한 특징을 지닙니다. 예를 들어 스페이사이드 위스키는 달콤한 향이 나고, 대부분의 아일레이 위스키는 피트향이 강합니다. 각 스카치 그레인 위스키 또한 저마다 독특한 향을 가지고 있습니다. 모든 뉴 메이크 스피릿은 숙련된 후각가라면 특유의 향을 감지할 수 있으며, 숙성 후의 향을 예측할 수도 있습니다. 뉴 메이크 스피릿을 시음할 때는 특수 제작된 잔에 알코올 도수 20%로 희석합니다. 희석 정도와 잔의 모양이 향을 더욱 풍부하게 드러냅니다.
1.4.2 생산 과정에서 품질의 일관성을 유지함의 중요성
생산 과정에서 일관된 품질을 유지하는 핵심 요소는 일련의 공정 및 제품 사양을 확립하고, 이를 기준으로 하여 측정 비교하는 것입니다.
1.4.3 데이터 기록, 보고 및 해석을 위한 간단한 방법
핵심 측정값을 예외 없이 수집하고 전체 공정을 포괄하기 위해서는 정기적인 샘플링 계획이 필요합니다. 소비자가 문제를 처음 제기할 때는 이미 너무 늦습니다. 품질 현황은 통계적으로 제시된 데이터를 통해 파악할 수 있습니다. 매우 유용한 품질 관리 방법 중 하나는 과거 추세를 살펴보는 것입니다. 이 방법에서는 현재 결과를 이전달 전년도의 얻은 결과와 비교합니다. 샘플링 계획은 이러한 비교에 필요한 충분한 데이터를 확보하는 데 도움이 됩니다.
1.4.4 맥아즙 및 증류액 생산매개변수와 기본지식 이해
맥아즙 및 증류액 생산은 복잡하고 상호 작용하는 여러 물리적, 생화학적, 미생물학적 공정을 포함합니다. 증류주 생산은 복잡한 화학 반응을 수반합니다. 최적의 생산을 보장하기 위해 생산 과정에서 여러 가지 품질 관리 조치가 취해집니다.
1.4.5 공정 제어를 위한 계측 장비에 대한 이해
증류 산업에서는 공정 중 모든 유체의 품질이나 공정 조건을 측정하여 공정을 제어하기 위해 계측 장비를 사용합니다. 온도계, 비중계, 유량계 등이 그 예입니다.
1.4.6 맥아 제조 공장 및 증류소의 주요 오염 미생물
증류 공정에는 크게 두 가지 미생물 오염원이 있습니다. 바로 박테리아와 곰팡이입니다. 맥즙과 증류액 생산은 비멸균 공정이므로 오염을 최소화하는 가장 중요한 방법은 신중한 공장 설계 및 운영, 그리고 효과적인 세척 및 살균입니다. 원료 자체에서도 오염 물질이 유입될 수 있습니다. 특히 사용되는 효모는 박테리아를 옮길 수 있으므로 효모 제조, 운송 및 보관 과정에서 엄격한 관리가 필수적입니다.
1.4.7 미생물 검출의 주요 방법 숙지
원료, 생산 설비 및 가공 중인 제품의 미생물학적 상태를 파악하는 것은 매우 중요합니다. 이를 통해 심각한 피해가 발생하기 전에 감염을 예방하고 관리할 수 있습니다.
1.4.8 NMS 생산 과정에서의 미생물 오염 가능성
원료, 생산 설비 및 가공 중인 제품의 미생물학적 상태를 파악하는 것은 매우 중요합니다. 이를 통해 심각한 피해가 발생하기 전에 감염을 예방하고 관리할 수 있습니다. 오염원은 다양하며, 원료, 포장재, 설비, 가공 중인 자재 및 환경 등이 있습니다.
1.4.9 미생물 오염 관리 절차
미생물 오염은 수율 저하의 주요 원인이며, 우수한 품질과 수율을 달성하기 위해서는 오염 관리가 필수적입니다. 주요 관리내용은 다음과 같습니다.
– 원료 살균
– 효과적인 설비 세척 및 살균
– 미생물 증식을 억제하는 환경 조성
– 미생물학적 품질 모니터링
1.4.10 품질 관리
– 달성해야 할 목표를 정확히 파악합니다.
– 절차와 사양은 문서화되어야 합니다.
– 달성 목표 대비 실제 성과를 모니터링합니다
– 문제가 발생했을 때 시정합니다.
– 전반적인 품질 관리 시스템을 검토하고 개선 계획을 수립합니다.






")
